

光纤传输激光焊接机技术参数,选购有技巧
光纤传输激光焊接机工作原理,主要技术参数,选购技巧
激光焊接机工作原理:
激光焊接是利用高能量的激光脉冲对材料进行微小区域的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料,精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深度比高,焊缝宽度小,热影响区小,变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。

光纤传输激光焊接机产品图片
激光焊接机设备参技术参数
对于对激光设备了解不多,且没有购买经验的朋友来说,想选购一台质量好的,合适焊接机自己的产品的激光焊接机确实不容易。激光焊接机的参数是可以成为选购机型的一个重要标准。因为即使是同样类型的焊接机,焊接不同的材质的时候,也需要调整不同的技术参数,那么,激光焊接机主要的技术参数有那些呢?德誉激光设备整理了以下四点供大家参考。
1-功率密度
功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度的范围为104~106W/cm2。
2-激光脉冲波形
激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄板焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度而变化。在一个激光脉冲作用期间,金属反射率的变化很大。
3-激光脉冲宽度
脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
4-离焦量对焊接质量的影响
激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。
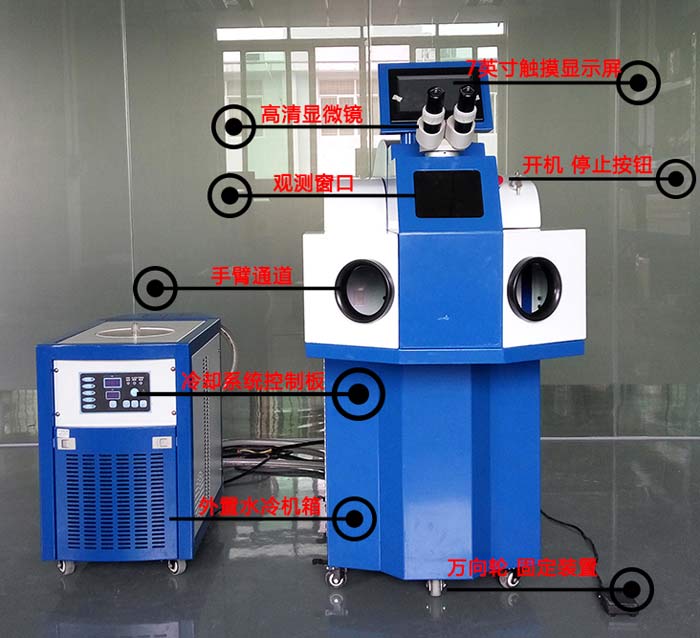
激光点焊机结构图
离焦方式有2种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦量相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现部分汽化,形成蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
激光焊接机选购技巧
一:了解激光焊接机种类。
现在的激光焊接机有自动的和手动的两大类。在自动的当中根据不同的工艺要求又做出了四轴联动自动激光焊接机、光纤自动激光焊接机、光纤振镜激光焊接机等等。手动的当中根据不同的加工要求做出了模具激光焊接机、激光首饰点焊机、广告字专用激光焊接机等等。

二:加工产品类型
然后根据自己的加工工艺要求和产品种类选择适当的激光焊接机。

yag自动激光焊接机
三:跟据工艺选型
根据自己的产品类型和加工工艺、加工要求选择适当的激光焊接机。确定了要购买哪一种类型的激光焊接机之后,我们要选择合适的机器生产厂家。可以在当地寻找,或者上网寻找。
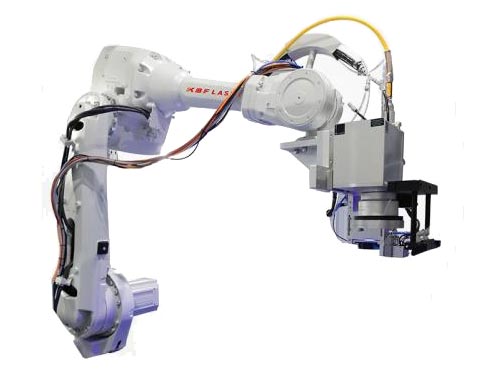
六轴机械手臂激光焊接机
四:试机打样
如果生产厂家离得比较近的话就直接过去现场打样,如果比较远可以将产品寄过去打样。你的产品适不适合用他们生产的机器要看实际效果,所以打样很重要。
五:综合对比
根据打样结果,以及价格比对、售后服务比对确定购买哪一家的产品。
选购激光焊接机是需注意哪几点?
目前市场上的激光焊接机品种繁多,客户在选择激光焊接机时必须要考虑以下因素:
1、光学特性:
光斑大小(激光棒直径、光纤直径和类型、出射头参数)、焦面高度、景深、光斑位置、光斑入射角度;
2、控制特性:
反馈控制方式、功率波形的选择。
激光焊接机的光学特性在打样时就可以确定,用户在最初试制产品时就可以直观的确定焊接效果,因此这里不再赘述,而是重点介绍影响激光焊接一致性的激光控制特性。
目前在市场上销售的激光焊接机从控制特性上主要分为两大类:电流负反馈和激光功率负反馈。
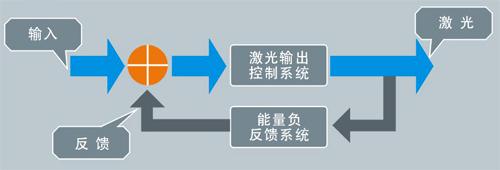
激光功率负反馈馈焊接机原理
电流负反馈是控制激光泵浦氙灯电流使其每次保持氙灯电流恒定的一种控制方式。但是,激光输出功率与泵浦氙灯的电流并不是成线性正比关系,而且随着泵浦氙灯使用时间的延长,电光转换效率显著降低,就会使输出激光能量减小,从而影响焊接效果的一致性。
激光功率负反馈是在激光腔的输出端加一个光电检测器,将检测到的激光功率与所需的激光功率进行比较,进而控制氙灯泵浦电流大小的一种控制方式。
激光功率负反馈分为实时负反馈和非实时负反馈两种。实时负反馈就是在一个激光功率脉冲内将检测到的激光功率与所需的激光功率进行比较,进而控制氙灯泵浦电流大小的一种控制方式。非实时负反馈是将前一个脉冲检测到的激光功率波形与设定波形进行比较,然后确定下一个脉冲激光泵浦氙灯电流大小的控制方式。
与电流负反馈控制相比,采用激光功率负反馈,输出激光能量的控制精度可以大大提高,尤其适合于大批量生产当中。
而激光功率负反馈下的输出能量不稳定度小于3%。而且随着激光焊接机泵浦氙灯使用时间的延长,泵浦氙灯的电光转换效率会进一步降低,电流负反馈状态下输出能量会逐渐减少,需要质量控制人员经常检测输出激光能量,从而增加生产成本。而采用激光功率负反馈时,系统在自动的比较输出激光能量的大小并实时调节补偿泵浦氙灯电流的大小,因此可以保证输出激光能量始终在一个比较稳定的范围内。
另外,采用激光功率负反馈控制的激光焊接机很容易实现激光功率的波形控制,实际上,对于不同的材料,采用不同的激光功率波形,可以使焊接效果更加精美,有时甚至采用传统方式焊接不了的材料也可以通过改变激光功率波形而得到比较好的焊接效果。图4是光通讯行业中的蝶形激光器焊接当中分别采用方波和编程波形时的焊接效果。
在选择激光功率波形时,一般来讲,在输出相同的激光能量的前提下,脉宽越宽,焊斑越大;激光功率波形峰值功率越高,焊斑越深。目前来没有一套完整的激光功率波形的设置方法,用户可在使用过程中逐步摸索,探寻适合自己产品的激光功率波形

激光焊接机加工样品
深圳德誉激光焊接机厂家12年专注激光焊接机器生产.主营产品:激光点焊机、激光模具烧焊机、自动化激光焊接机(两轴激光焊接机、四轴联动激光焊接机、六轴机械手臂激光焊接机)



最新产品
同类文章排行
- 激光焊接机结构及工作原
- 激光焊接机 无法焊接常见
- 自动激光焊接机操作说明
- 激光焊接机安全操作规程
- 光纤传输激光焊接机技术
- 硬光路和光纤传输激光焊
- 激光焊接机应用在电机、
- 能量负反馈激光焊接机功
- 激光焊接机焊接速度如何
- 不锈钢保温杯采用激光焊

 销售一部
销售一部